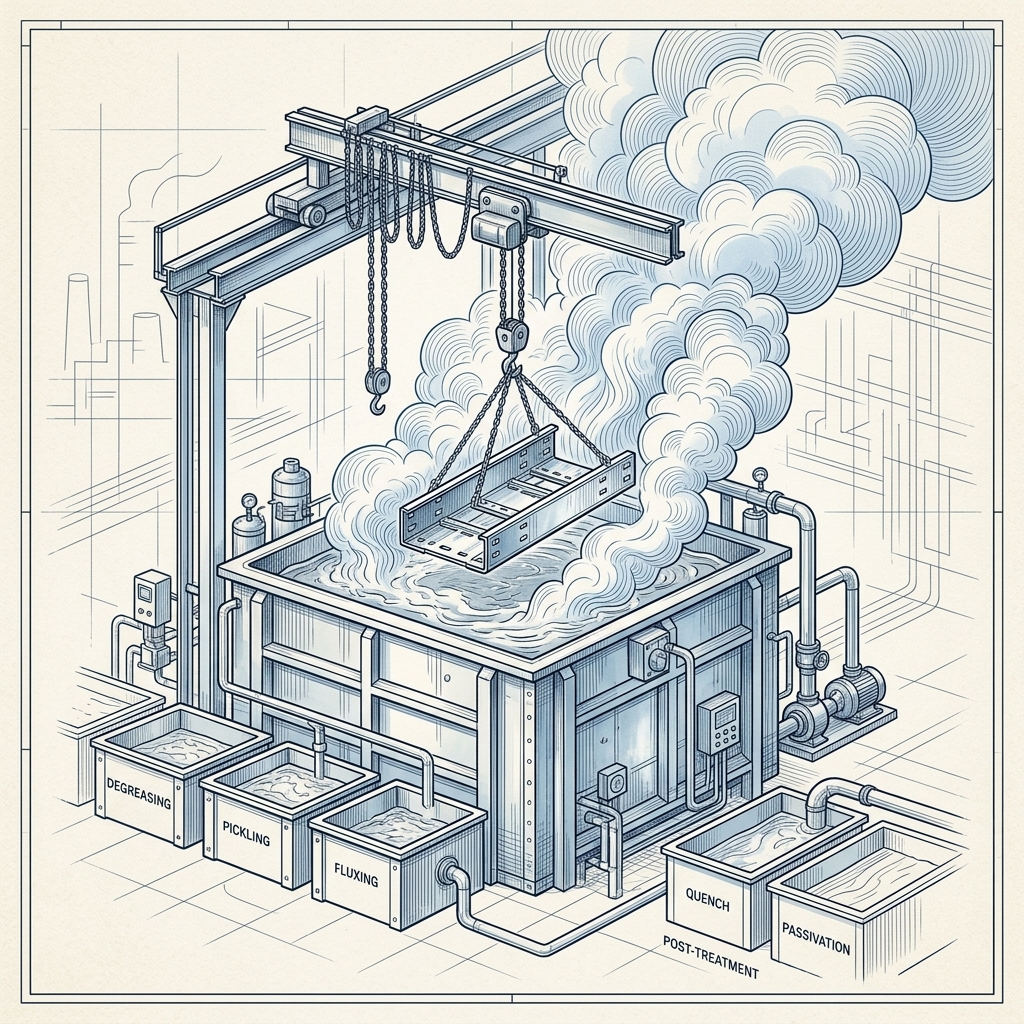
Hot-Dip Galvanizing
86 µm standard · 100 µm+ heavy-duty
In-house hot-dip galvanizing to IS:2629 and ASTM A123 — a metallurgically bonded zinc coating applied at 86 micron for general service and 100 micron and above for coastal, buried and aggressive industrial environments. Every batch is thickness-tested and certified before dispatch.